Броня в два слоя
История предлагает интересные аналогии. В 20-30-х годах прошлого столетия танкисты столкнулись с фактическим обесцениванием существующей брони. Сначала всё испортили бронебойные пули, а чуть позже противотанковые орудия. После войны в Испании остро встал вопрос повышения живучести отечественных танков – немецкая артиллерия эффективно противостояла тонкой броне Т-26 и БТ-5. Что-то подобное мы наблюдаем сейчас на спецоперации. Современные танки по обе стороны фронта оказались фактически безоружными перед массовым использованием ударных дронов. Реальный рецепт против этой напасти только предстоит найти, а пока познакомимся с попытками решить аналогичную проблему в 20-30-х годах прошлого столетия.
Первой мыслью закрыться от противотанковой артиллерии было примитивное наращивание толщины брони. Разумеется, это бы привело к чрезмерному утяжелению танка. Поэтому решено было попробовать создать собственными силами гетерогенную или двуслойную броню. В чём особенность такого типа защиты? Почему нельзя сделать тонкую и твёрдую броню, о которую снаряды будут просто раскалываться? Такие попытки были. Сразу после Первой мировой войны появилась противопульная броня толщиной до 15 мм, при ударе о которую бронебойные пули просто разрушались. Но твёрдый – это почти всегда хрупкий, и как только калибр пули или снаряда увеличивался, либо росла его начальная скорость, бронелисты просто расходились трещинами. Если увеличивали вязкость брони, снаряды просто прошивали её насквозь. Тогда и родилась идея сделать двуслойную броню с наружным твёрдым слоем и внутренним «помягче». Всё, что может расколоться о внешний слой, расколется (либо рикошетирует), а вязкий тыльный слой не даст пирогу пойти трещинами. Это, к слову, не ноу-хау – аналогичное решение сухопутные конструкторы взяли у кораблестроителей. Принципиально ничего сложного в гетерогенной броне нет, но в условиях массового производства советских танков и серьёзного технического отставания производственных мощностей, выплавка подобных изделий была проблематичной.
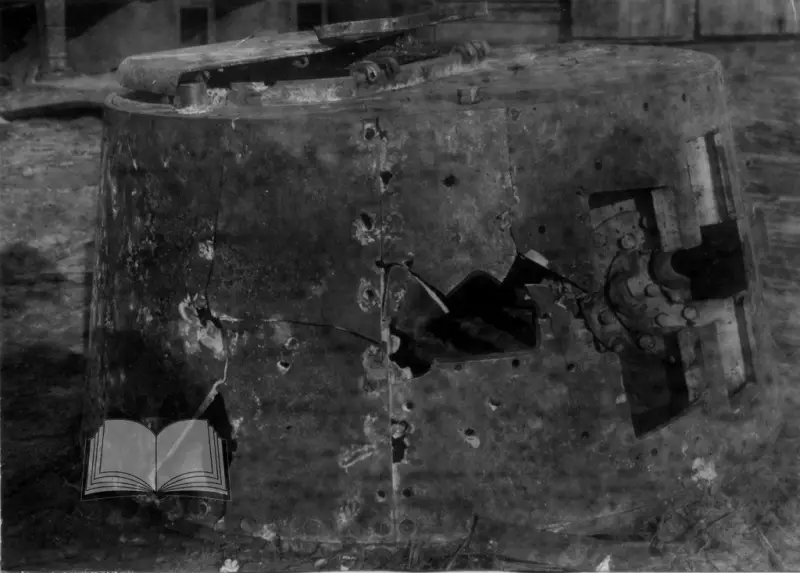
Цементированная броня Vickers Mk E после обстрела бронебойными пулями
Разберёмся, каким образом можно получить двуслойную броню. Прежде всего, цементированием наружного слоя. Для примера рассмотрим опыт Мариупольского завода им. Ильича, получившего в 1931 году заказ на выплавку 10-13-мм цементированной брони. В Мариуполе броню варили, а в Харькове из неё должны были изготавливать танки БТ-2. Для того чтобы наружный слой стали отвердел, его необходимо было насытить углеродом. Для этого в Мариуполе на поверхность брони укладывали древесный и костяной уголь, а также поташ (карбонат калия). В течение 100 часов такие бутерброды нагревались до максимальной температуры в 1000-1100 градусов. Так называемое «науглероживание» или цементация наружного слоя брони происходила на глубину до 2-2,5 мм. Далее заготовки прокатывали на станах и остужали в несколько стадий. Последующая закалка и очередное охлаждение придавали броне необходимую твёрдость – наружный слой 2,4-2,5 мм по Бринеллю, внутренний – 3,5-3,8 мм. Что за «Бринелль»? Это метод определения твёрдости стали, заключающийся во вдавливании твердосплавного шарика в образец под действием усилия, приложенного перпендикулярно к поверхности образца, в течение определённого времени, и измерении диаметра отпечатка после снятия усилия. Чем меньше глубина отпечатка, тем твёрже броня, и наоборот.
«Цемент» на выброс
В итоге выходила качественная цементированная броня. Но красиво было только на бумаге. В реальности тонкую противопульную броню было чрезвычайно сложно цементировать. Науглероживать поверхностный слой брони в России умели и до Октябрьской революции, но то были толстые листы корабельной стали. К тонкой броне и подход должен был быть тоньше. Но не получалось. По многим причинам. Первая – устаревшее оборудование. К примеру, в упоминаемом заводе в Мариуполе большая часть оснастки была поставлена до 1917 года. Второй причиной были масштабы производства и скорость. Танковая отрасль в 20-30-е годы в Советском Союзе развивалась в форсажном режиме, и металлургические заводы просто не успевали за планом. Ижорский завода к началу 30-х годов выдавал не более 40 процентов от требуемого, а Мариупольский и того меньше – всего четверть плана. Также не хватало ферросплавных присадок – никеля и молибдена, без которых броню было не сварить. За техпроцессом приходилось очень чутко следить, дабы не допустить технологического брака. Например, если цементировать тонкую броню слишком глубоко, то при попадании пули она расколется, если недостаточно – пробиваться будет насквозь. Справедливости ради, даже в Великобритании в конторе Vickers не всегда справлялись с цементированием брони. А у них и масштабы производства были поскромнее, и оборудование в разы современнее. Историк Сергей Устьянцев даже предположил, что некондиционные броневые листы англичане не выбрасывали, а клепали из них Vickers Mk E и продавали не особо разбирающимся в технике клиентам. Например, в Китай. Судьба таких танков была печальная – машины простреливались пулемётами едва ли не насквозь.

Но вернёмся в Мариупольский завод им. Ильича, где в начале 30-х годов пытались освоить цементированную гетерогенную броню для танков БТ-2. Итоговые продукты отличались отвратительным качеством. Во-первых, броневые листы раскалывались при попытке механической обработки. Во-вторых, листы после процедуры закалки и отпуска получали обратный прогиб, хотя по всем правилам их должно было выгнуть наружу. Бронепластины размером 2 на 1,5 метра отправляли в прокатный стан, где большая часть их них трескалась. В части источников утверждают о 50-процентном браке, другие же (С. Устьянцев, Н. Мельников) заявляют о 90-100 процентах негодной брони. Если даже цементированную броню принимали, то приходила она на сборку в неудобном состоянии. После резки броня коробилась, и приходилось подгонять каждый покосившийся элемент по месту. Совершенно аналогичная ситуация сложилась на Ижорском заводе, где пытались варить гетерогенную броню для ленинградского танкового завода № 174. В 1932 году попытки варить цементированную броню были оставлены. Гораздо целесообразнее казалось выпускать тысячи дешёвых танков с менее стойкой бронёй, чем сотни дорогих и условно непробиваемых. Для понимания того, к чему стремились сталевары и танкостроители, стоить познакомиться с результатами полигонных испытаний брони. Например, 12,7-мм бронебойная пуля поражала 20-мм цементированную броню с расстояния 50-150 метров, а обычную броню высокой твёрдости аналогичной толщины – с 650 метров. 15-мм броня с «цементом» сдавалась под 12,7-мм пулей с 300-550 метров, в то время как гомогенная поражалась с 1200 метров. Под поражением подразумевалось разрушение тыльной стороны брони, чаще всего без сквозного пробития. В общем, за цементированную броню стоило побороться.
Вторым раундом стала попытка изготовления двухслойной брони, у которой наружный слой был твёрже внутреннего. Такую гетерогенную сталь получали сплавлением двух разнородных и раскалённых плит. Первые работы в этом направлении начались в 1931 году, и спустя несколько месяцев появилась броня «ПИ», из которой собирали Т-26. Только вот толщина у неё была 15-мм вместо 10-13-мм цементированной брони, отчего танк тяжелел на 800 кг. В Мариуполе на основе наработок ижорцев создали свою броню под именем «МИ». Технология была уникальная – две синхронно работающие мартеновские печи варили броню двух заданных параметров. Затем в изложницу выливали наружный слой из одного мартена, а сверху бутербродом укладывали мягкий внутренний. При этом между двумя слоями предусматривался промежуточный слой стали, обеспечивающий свариваемость. И никакого науглероживания! Далее полученный бутерброд нагревали до 1250 градусов и прокатывали в слябах до нужной толщины в 13-15 мм. После этого следовало охлаждение, правка, резка, закалка, снова охлаждение и финальная обработка. Оцените процедуру закаливания крупных деталей брони, упоминаемую историком В. В. Запарием в одной из статей:
«Предварительный нагрев деталей в целях закалки проводился до температуры 790–830 °С. После зажатия детали прессом воду подавали на твердый верхний слой, а через 15–20 с – уже на мягкий, нижний слой, до полного охлаждения детали. Показатели твердости брони «МИ» по Бринеллю составляла: для лицевого слоя d = 2,4–2,6 мм, для подушки d = 3,4–3,6 мм.»
Судя по всему, получались вполне годные заменители цементированной брони. Но и здесь металлургов преследовали точно такие же проблемы, только доля брака ещё увеличилась до 90 процентов. Особые сложности были с синхронизацией работы двух мартеновских печей, каждая из которых вмещала 35 тонн жидкой стали. Небольшие расхождения в температуре – и 70 тонн сваренной брони можно было выбрасывать.
С 1934 года после долгих мытарств о технологии гетерогенной брони в Советском Союзе решено было забыть на некоторое время и концентрироваться на гомогенной. Но это уже совсем другая история…
Свежие комментарии